English
English عربى
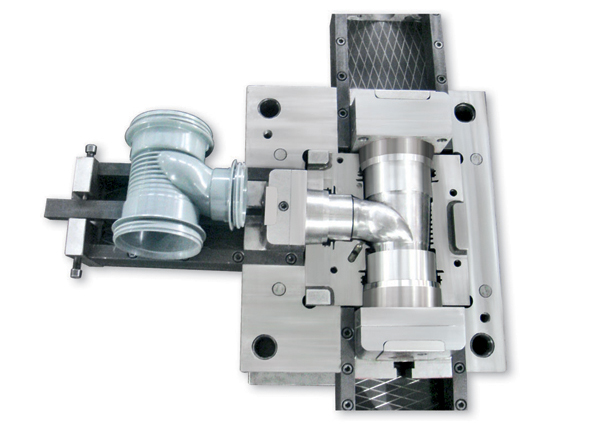
عربىتُعد وصلات الأنابيب المكبرة (المعروفة أيضاً بوصلات التكبير) مكونات حاسمة في أنظمة السوائل. يعتمد أداء منع التسرب على دقة زاوية التكبير، واستواء سطح الختم، والاتساق البعدي العام. يمكن أن يؤدي أي انحراف إلى تسريبات، مما يؤثر على موثوقية النظام.
يجب أن يعالج تصميم القالب وتصنيعه عدة جوانب دقيقة:
تشغيل التجويف عالي الدقة – تُشكَّل هندسة التكبير عادةً باستخدام ماكينات CNC خماسية المحاور للحفاظ على تفاوتات الزاوية ضمن ±0.5° وخشونة السطح Ra ≤ 0.4 ميكرومتر. وهذا يضمن سطح ختم أملس ومستوٍ.
ملاءمة محكمة للمنزلقات – بالنسبة للوصلات ذات الثقوب الجانبية أو الخيوط، يجب أن تتحرك المنزلقات بسلاسة مع خلوص ضئيل (عادةً ≤ 0.02 مم) لتجنب النتوءات التي قد تضر بالختم.
تحسين موضع البوابة – يساعد تحليل تدفق القالب في وضع البوابات بحيث لا تحدث خطوط اللحام على وجه الختم. وهذا يحافظ على سلامة المادة في منطقة الختم الحرجة.
التخطيطات الشائعة للتجاويف هي 4 تجاويف أو 8 تجاويف. خلال تجارب التشغيل، تُقاس الأبعاد الحرجة (القطر الخارجي للتكبير، الزاوية، الطول، إلخ) باستخدام ماكينات القياس الإحداثي (CMM) للتحقق من اتساق الأجزاء. مع التصميم والتصنيع المناسبين، تلبي الوصلات النهائية باستمرار متطلبات اختبار التسرب، مما يقلل من معدلات الفشل الميداني لمصنعي المعدات.
علاوة على ذلك، يجب تصميم نظام تبريد القالب لضمان توزيع موحد لدرجة الحرارة حول منطقة التكبير، لأن التبريد التفاضلي يمكن أن يسبب تشوهات طفيفة تؤثر على الختم. يستخدم العديد من المصنّعين أيضاً مستشعرات ضغط داخل القالب لمراقبة ضغط التجويف، مما يسمح بإجراء تعديلات في الوقت الفعلي للتعويض عن تقلبات لزوجة المادة. يؤثر اختيار المادة البلاستيكية – غالباً النايلون أو الأسيتال – أيضاً على الانكماش، لذا يجب ضبط أبعاد القالب بناءً على معدل انكماش المادة المحدد. بعد الإنتاج، تُختبر الأجزاء عادةً باستخدام جهاز اختبار تسرب عند ضغط محدد (مثل 5 ميجا باسكال) للتأكد من عدم وجود تسرب. من خلال الاهتمام الدقيق بهذه التفاصيل، يمكن لصانعي القوالب تقديم أدوات تنتج وصلات مكبرة بأداء ختم متسق، وهو مطلب رئيسي لمصنعي المعدات الأصلية في قطاعي الهيدروليك والتبريد.